Filter Aid, Clarification, and Color Management in Rice Syrup Manufacturing
Clear, consistent rice syrup is not created at the filter press alone. It starts much earlier: rice preparation, starch slurry behavior, liquefaction control, saccharification profile, protein carryover, viscosity, and the way solids load the clarification step.
For a rice syrup factory, poor filtration is rarely just a filter aid problem. It is often a conversion-control problem showing up downstream as slow flow, high cake resistance, hazy filtrate, darkening color, frequent media changes, and unpredictable batch release.
Komeva works as an enzyme supplier for rice syrup production with a practical focus on process stability: cleaner starch breakdown, manageable viscosity, more predictable filtration, and syrup quality that holds from batch to batch.
Why filtration problems start upstream
Rice starch is naturally suited for syrup production, but the process can become difficult when slurry viscosity, incomplete conversion, fine suspended solids, protein-lipid complexes, or overcooked material move forward into clarification.
When upstream conversion is not controlled, plants often see:
- Slow filtration rates and rising differential pressure
- Soft or slimy filter cakes that do not release cleanly
- Higher filter aid consumption
- Haze after filtration or after storage
- Greater activated carbon demand for color correction
- Longer batch turnaround and more cleaning downtime
- Inconsistent syrup appearance between production runs
The filter press, rotary vacuum filter, leaf filter, polishing filter, or membrane step can only manage what it receives. A better enzyme program helps send a more filterable stream into clarification.
The enzyme connection: viscosity, solubilization, and solids behavior
In rice syrup manufacturing, enzymes are typically used to convert gelatinized rice starch into soluble sugars. The technical objective is not only sweetness or conversion level. It is also to create a process stream that flows, separates, and clarifies reliably.
A well-matched enzyme system can help improve:
Viscosity control
High or uneven viscosity slows heat transfer, pumping, mixing, and filtration. Controlled starch hydrolysis helps reduce viscosity early enough to support stable downstream handling.
Conversion consistency
Batch-to-batch variation in liquefaction and saccharification changes solids behavior. Stable conversion helps reduce surprises at clarification and color polishing.
Filter cake structure
When starch fragments and suspended fines are not managed properly, filter cakes can blind quickly or collapse. Better upstream breakdown can support a more open, predictable cake.
Syrup clarity
Clarification is easier when the feed stream contains fewer haze-forming remnants and less difficult colloidal material. Enzyme selection and process discipline both matter.
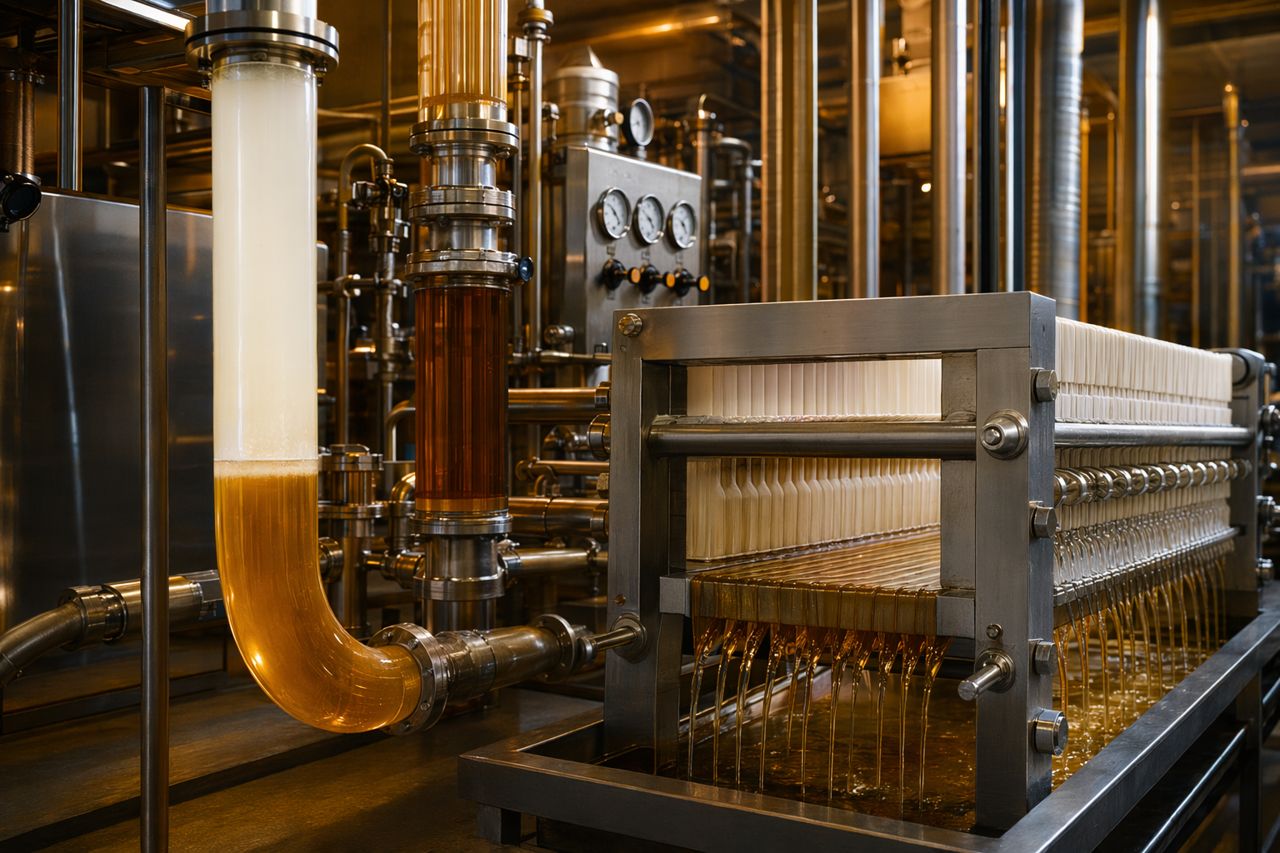
Where filter aid fits in the process
Filter aid is still important. Diatomaceous earth, perlite, cellulose-based aids, and other plant-approved options are used to build permeability, protect media, and capture fine particles.
But filter aid should be used as a controlled process tool, not as a rescue chemical for poor upstream conversion.
A practical plant approach is to review:
- Precoat quality and uniformity
- Body feed rate and mixing consistency
- Temperature at filtration
- Feed viscosity entering the filter
- Solids loading and particle size behavior
- Filter pressure rise over time
- Filtrate clarity at start-up, mid-run, and end-run
- Cleaning frequency and cloth/media life
When filter aid use keeps increasing, the upstream enzyme and cooking profile should be checked before assuming the filter itself is the root cause.
Clarification is a system, not a single step
In many rice syrup plants, clarification may involve several operations: primary solids removal, filter aid filtration, carbon treatment, ion exchange, polishing filtration, and evaporation. Each step is affected by the quality of starch conversion before it.
A strong clarification strategy should aim for:
- Stable flow through filtration equipment
- Lower haze risk after storage
- Predictable carbon performance
- Reduced color formation under heat
- Less rework and fewer hold decisions
- A syrup stream that concentrates cleanly during evaporation
Komeva supports factories by looking at enzyme performance alongside real plant conditions: rice quality, slurry concentration, pH window, temperature profile, hold time, agitation, filtration setup, and target syrup specification.
Color management: prevent first, correct second
Color control in rice syrup is commercially important. Amber tone may be desirable, but uncontrolled darkening can reduce product value, complicate customer approval, or force additional polishing.
Common contributors to color instability include:
- Excessive heat exposure
- Long residence times at elevated temperature
- Poor removal of proteins and fine solids
- Overloading carbon treatment
- Inconsistent conversion profile
- Variable feedstock quality
- Repeated reprocessing or slow batch release
Enzyme selection cannot replace good thermal discipline, but it can support cleaner processing by improving liquefaction behavior, lowering viscosity burden, and helping the plant move product through clarification and concentration more predictably.
Practical signs your plant should review the enzyme program
A rice syrup factory should consider an enzyme and clarification review when operators are seeing:
- Filtration time drifting longer over several batches
- More frequent filter cloth blinding
- Haze that appears after a syrup initially looks clear
- Evaporator fouling associated with poorly clarified feed
- More activated carbon needed to hit color targets
- Higher variation in syrup Brix, DE profile, or visual appearance
- Excessive manual adjustment by shift teams
- Unplanned downtime around filtration or cleaning
These issues often carry direct cost: lower throughput, more consumables, more labor, more wastewater load, delayed shipments, and tighter operating margins.
How Komeva supports rice syrup factories
Komeva supplies enzyme solutions for rice syrup production with support built around factory realities, not generic lab claims. The goal is to help your plant run a more stable conversion and clarification sequence.
Our technical support can help evaluate:
- Liquefaction and saccharification fit for your rice base
- Viscosity behavior through the process
- Filterability before and after enzyme optimization
- Clarification bottlenecks and cake behavior
- Color and haze trends across batches
- Compatibility with your existing equipment and operating windows
- Practical changeover steps that reduce disruption
We focus on commercially useful outcomes: steadier yield, smoother filtration, lower downtime risk, more consistent syrup quality, and better confidence when scaling or adjusting production.
Better clarification starts before the filter
If your rice syrup line is fighting slow filtration, unstable clarity, or color drift, the answer may not be more filter aid alone. It may be a better-controlled upstream enzyme program that gives the clarification system a cleaner, more manageable feed.
Komeva can help your team review the process, identify likely bottlenecks, and match enzyme solutions to your production targets.
Request a quote
Planning a new rice syrup line, improving an existing process, or troubleshooting filtration and color variation? Use the on-site request a quote form and share your raw material, process conditions, target syrup profile, and current clarification challenge. Komeva will respond with practical enzyme supply guidance for your factory.