Common Rice Syrup Defects and Likely Root Causes
Rice syrup production is a conversion business. Small changes in starch quality, liquefaction performance, saccharification control, filtration behavior, and finishing conditions can show up quickly as viscosity swings, haze, low yield, slow throughput, or inconsistent sweetness.
For plant managers, the issue is not only whether a batch meets specification. The bigger question is whether the process is stable enough to repeat shift after shift without excess rework, downtime, filter loading, or customer complaints.
Komeva works as an enzyme supplier for rice syrup production, supporting factories that need dependable liquefaction, conversion, viscosity control, and practical troubleshooting support.
This guide outlines common rice syrup defects and the likely root causes to check first.
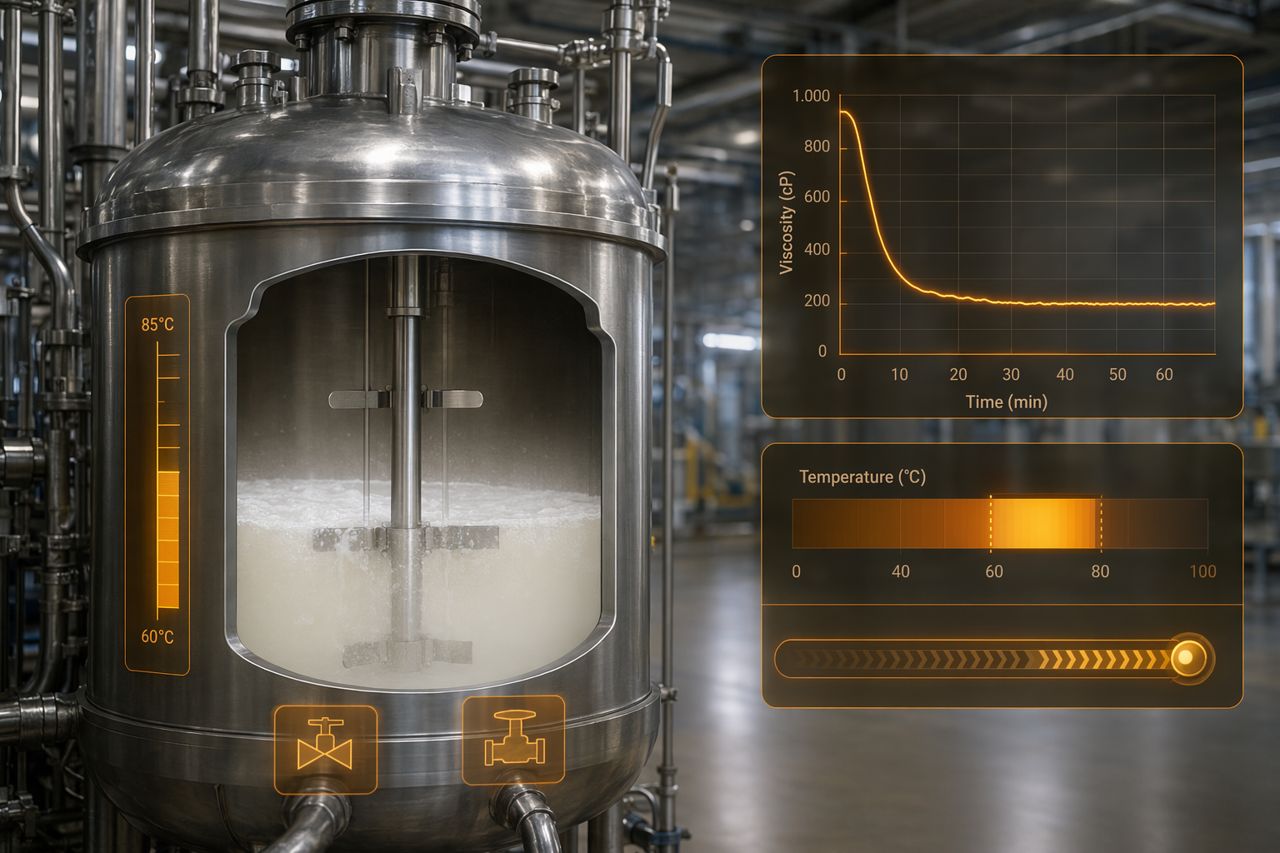
1. High Viscosity After Liquefaction
High viscosity is one of the most visible signs that starch breakdown is not proceeding cleanly. It can slow pumping, overload heat exchangers, reduce mixing efficiency, and make downstream filtration harder.
What you may see
- Thick slurry that does not thin as expected
- Poor circulation in the liquefaction vessel
- Higher pump load or unstable flow
- Increased hold time to reach process targets
- More solids carryover into filtration
Likely root causes
- Insufficient liquefaction enzyme performance for the rice starch load
- Uneven slurry preparation or poor starch dispersion
- Temperature profile drifting outside the intended operating window
- pH not aligned with the enzyme system
- Short contact time before transfer to the next step
- Variable rice flour quality or damaged starch level
- Incomplete gelatinization before enzyme action
Plant-floor check
If viscosity rises suddenly, do not only increase time or temperature. Check the full sequence: slurry solids, mixing, pH correction, heat-up profile, enzyme addition point, and hold time. A well-matched liquefaction enzyme should reduce viscosity early enough to keep the process moving predictably.
2. Slow or Blinding Filtration
Filtration problems can turn a technically acceptable conversion into a production bottleneck. Slow filtration increases cycle time, labor attention, and risk of microbial exposure during extended holding.
What you may see
- Filter pressure rising faster than normal
- Shorter filter run length
- Cloudy filtrate or repeated recirculation
- Excess filter aid consumption
- Sticky cake with poor release
- Reduced syrup throughput
Likely root causes
- Incomplete starch liquefaction leaving high-molecular fragments
- Poor protein, fiber, or fine solids management from raw rice material
- Saccharification conditions generating difficult-to-filter carbohydrate profiles
- Temperature too low during filtration, increasing viscosity
- Over-concentration before clarification
- Inadequate pre-filtration settling or centrifugation
Plant-floor check
Look upstream before blaming the filter. Filtration behavior often reflects earlier conversion quality. A stable enzyme program should create a syrup stream that flows, clarifies, and concentrates without unnecessary filter loading.
3. Low Sweetness or Low Conversion
When syrup does not reach the intended sweetness or carbohydrate profile, the issue may be enzyme selection, saccharification control, or substrate accessibility.
What you may see
- Product tastes less sweet than target
- Finished syrup fails carbohydrate profile expectations
- Longer saccharification time required
- Batch-to-batch variability in fermentable sugars
- Reduced yield from the same rice input
Likely root causes
- Saccharification enzyme not matched to the desired syrup profile
- Liquefaction producing a poor substrate for downstream conversion
- pH or temperature drift during saccharification
- Enzyme added too early, too late, or under poor mixing conditions
- Rice starch variability affecting conversion rate
- Process stopped before conversion stabilized
Plant-floor check
Low conversion often starts before saccharification. If liquefaction creates inconsistent dextrin distribution, downstream enzymes may struggle to deliver the target profile consistently. Review liquefaction and saccharification as one connected conversion system.
4. Haze, Turbidity, or Sediment in Finished Syrup
Clear appearance matters in many syrup applications. Haze or sediment can lead to customer rejection even when sweetness is acceptable.
What you may see
- Cloudiness after storage
- Fine sediment in drums or totes
- Syrup that clears hot but hazes cold
- Customer complaints after transport
- Polishing filtration unable to hold clarity
Likely root causes
- Residual insoluble rice components
- Incomplete starch breakdown
- Protein or lipid interactions from raw material
- Poor clarification before evaporation
- Mineral imbalance or pH instability
- Excess thermal stress causing colloidal instability
Plant-floor check
Test clarity after realistic cooling and holding, not only immediately after filtration. Some haze defects appear later. Enzyme selection, solids removal, and finishing conditions all influence final clarity.
5. Dark Color or Color Drift
Rice syrup should deliver the color profile your customers expect. Color drift can come from raw material, conversion conditions, evaporation, or holding practices.
What you may see
- Syrup darker than target
- Batch color changing during storage
- Amber tone moving outside customer specification
- Higher reject or downgrade rate
- More carbon or polishing treatment needed
Likely root causes
- Excess heat exposure during liquefaction, saccharification, or evaporation
- Long residence time at elevated temperature
- pH conditions promoting browning reactions
- Raw rice quality variation
- Poor removal of color-forming impurities
- Rework blending increasing thermal history
Plant-floor check
Track color by process stage. If color is already drifting before concentration, focus on conversion and clarification. If color develops during evaporation or holding, review temperature exposure, residence time, and cleaning condition of heat-transfer surfaces.
6. Off-Flavor or Burnt Notes
Off-flavor is commercially damaging because it can limit use in beverages, confectionery, bakery, and clean-label formulations.
What you may see
- Burnt, stale, sour, or cereal-heavy notes
- Flavor inconsistency between batches
- Acceptable lab result but poor customer sensory feedback
- More complaints from sensitive applications
Likely root causes
- Excess thermal exposure during concentration
- Poor raw material storage or aged rice input
- Extended holding due to slow filtration or delayed transfer
- Microbial pressure from long process time or sanitation gaps
- Rework material affecting sensory consistency
- Incomplete removal of off-flavor precursors
Plant-floor check
Flavor defects are often linked to time. If filtration, transfer, or evaporation slows, syrup spends longer under conditions that can create sensory risk. Improving conversion and filtration can reduce both downtime and flavor exposure.
7. Batch-to-Batch Inconsistency
Inconsistency is the defect behind many other defects. If every batch behaves differently, operators compensate manually, and the process becomes harder to control.
What you may see
- Different viscosity curves from similar recipes
- Variable filtration time
- Unstable sweetness or solids balance
- Shifting color even with the same setpoints
- Operators making frequent on-the-fly adjustments
Likely root causes
- Raw rice variability not reflected in process settings
- Enzyme system not robust enough for plant variation
- Inconsistent enzyme addition timing or mixing
- pH correction variation between batches
- Heat-up and hold profiles not repeatable
- Incomplete clean-in-place leading to fouling effects
Plant-floor check
Map each batch from slurry make-up to finished syrup. The aim is not just meeting final specification. The aim is reducing correction loops, rework, and operator dependency.
8. Lower Yield Than Expected
Yield loss can be visible as poor conversion, excessive filter cake loss, syrup left in equipment, or downgraded product.
What you may see
- More residual carbohydrate in by-product streams
- Higher solids loss during filtration
- Rework or blending to recover borderline batches
- More frequent customer specification misses
- Lower saleable syrup from the same rice input
Likely root causes
- Incomplete liquefaction or saccharification
- Poor solids separation carrying valuable syrup into waste streams
- Viscosity too high for efficient transfer and recovery
- Excess dilution requiring more evaporation and energy
- Process instability creating downgrade risk
Plant-floor check
Yield is not only a laboratory number. It is affected by viscosity, flow behavior, filterability, recovery, and the number of batches that pass first time. A reliable enzyme program should support saleable output, not just conversion chemistry.
A Practical Troubleshooting Sequence
When a rice syrup defect appears, Komeva recommends checking the process in this order:
- Raw material — rice flour quality, particle distribution, storage condition, and batch variation.
- Slurry preparation — solids level, hydration, dispersion, and mixing quality.
- Liquefaction — enzyme fit, addition point, heat profile, pH, and viscosity break.
- Saccharification — enzyme match, process stability, target carbohydrate profile, and hold discipline.
- Clarification and filtration — temperature, viscosity, insoluble load, filter run length, and cake behavior.
- Evaporation and finishing — thermal exposure, residence time, color formation, and final handling.
- Storage and dispatch — microbial control, cooling, packaging hygiene, and transport stability.
This sequence helps teams avoid treating symptoms while missing the real upstream cause.
Where Enzyme Selection Matters Most
The right enzyme program for rice syrup production should help the plant achieve:
- Faster viscosity reduction during liquefaction
- More stable conversion into the desired syrup profile
- Better filtration behavior and fewer bottlenecks
- Reduced rework caused by off-spec batches
- More consistent color, clarity, and sweetness
- Improved process repeatability across raw material variation
- Practical support when production conditions change
Komeva supplies enzyme solutions for rice syrup factories that need commercially reliable performance, not just product names on a specification sheet.
Request Support for Your Rice Syrup Process
If your plant is dealing with high viscosity, slow filtration, low conversion, haze, color drift, or inconsistent batches, Komeva can help review the likely process causes and recommend a suitable enzyme approach.
Request a quote through the on-site contact form and include your rice raw material, target syrup profile, main defect, and current process bottleneck. Komeva will respond with practical next steps for your production team.