Defeitos comuns em xarope de arroz e prováveis causas-raiz
A produção de xarope de arroz é um negócio de conversão. Pequenas mudanças na qualidade do amido, no desempenho da liquefação, no controle da sacarificação, no comportamento de filtração e nas condições de acabamento podem aparecer rapidamente como oscilações de viscosidade, turbidez, baixo rendimento, menor vazão ou doçura inconsistente.
Para gerentes de fábrica, a questão não é apenas se um lote atende à especificação. A pergunta mais importante é se o processo é estável o suficiente para se repetir turno após turno, sem retrabalho excessivo, paradas, sobrecarga de filtros ou reclamações de clientes.
A Komeva atua como fornecedora de enzimas para produção de xarope de arroz, apoiando fábricas que precisam de liquefação confiável, conversão, controle de viscosidade e suporte prático para solução de problemas.
Este guia descreve defeitos comuns em xarope de arroz e as prováveis causas-raiz a serem verificadas primeiro.
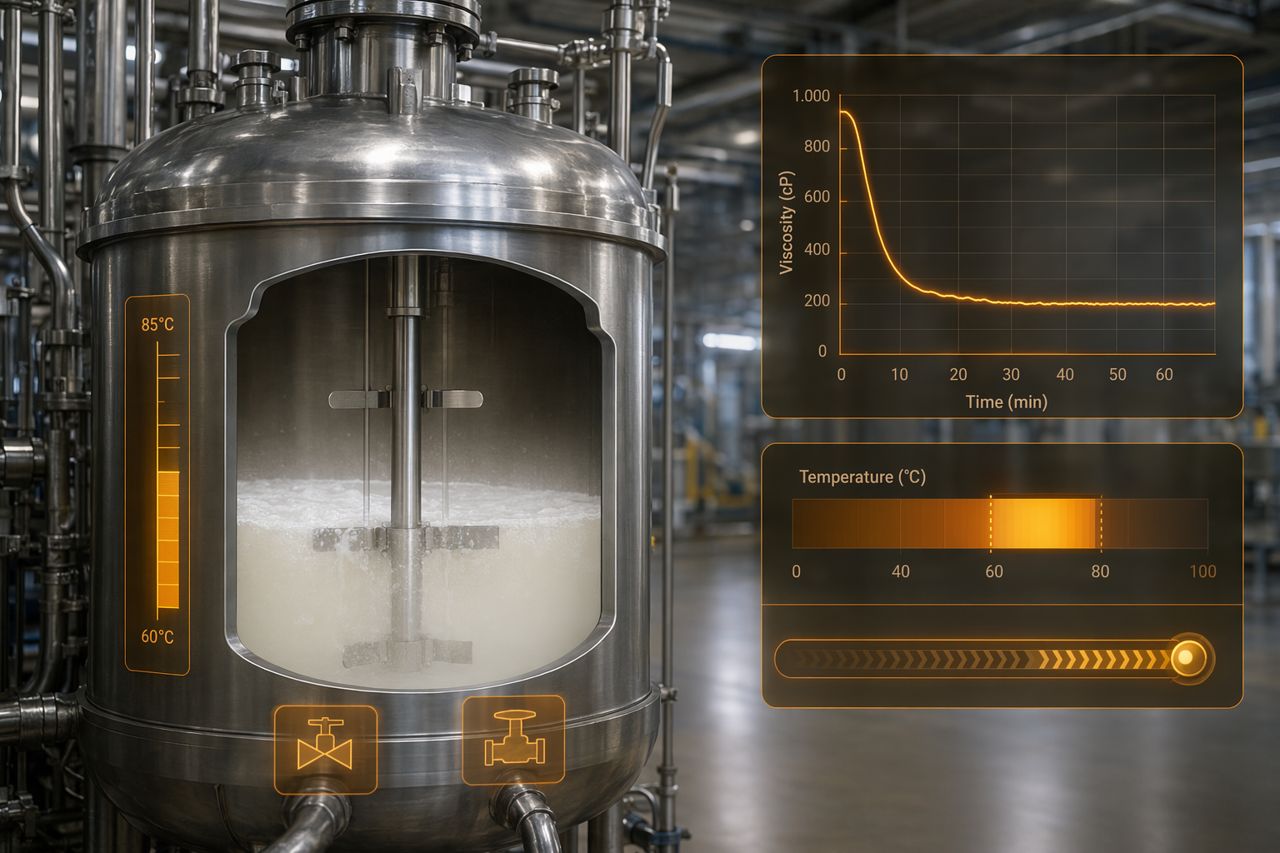
1. Alta viscosidade após a liquefação
A alta viscosidade é um dos sinais mais visíveis de que a degradação do amido não está ocorrendo de forma adequada. Ela pode retardar o bombeamento, sobrecarregar trocadores de calor, reduzir a eficiência da mistura e dificultar a filtração nas etapas seguintes.
O que você pode observar
- Suspensão espessa que não afina conforme esperado
- Má circulação no tanque de liquefação
- Maior carga na bomba ou fluxo instável
- Aumento do tempo de retenção para atingir as metas de processo
- Maior arraste de sólidos para a filtração
Prováveis causas-raiz
- Desempenho insuficiente da enzima de liquefação para a carga de amido de arroz
- Preparação irregular da suspensão ou má dispersão do amido
- Perfil de temperatura fora da janela operacional pretendida
- pH desalinhado com o sistema enzimático
- Tempo de contato curto antes da transferência para a próxima etapa
- Qualidade variável da farinha de arroz ou nível de amido danificado
- Gelatinização incompleta antes da ação enzimática
Verificação no chão de fábrica
Se a viscosidade aumentar repentinamente, não aumente apenas o tempo ou a temperatura. Verifique toda a sequência: teor de sólidos da suspensão, mistura, correção de pH, perfil de aquecimento, ponto de adição da enzima e tempo de retenção. Uma enzima de liquefação bem ajustada deve reduzir a viscosidade cedo o suficiente para manter o processo avançando de forma previsível.
2. Filtração lenta ou entupimento do filtro
Problemas de filtração podem transformar uma conversão tecnicamente aceitável em um gargalo de produção. A filtração lenta aumenta o tempo de ciclo, a necessidade de atenção operacional e o risco de exposição microbiana durante retenções prolongadas.
O que você pode observar
- Pressão do filtro subindo mais rápido que o normal
- Menor duração da campanha de filtração
- Filtrado turvo ou recirculação repetida
- Consumo excessivo de auxiliar de filtração
- Torta pegajosa com baixa liberação
- Redução da vazão de xarope
Prováveis causas-raiz
- Liquefação incompleta do amido, deixando fragmentos de alto peso molecular
- Má gestão de proteínas, fibras ou sólidos finos provenientes da matéria-prima de arroz
- Condições de sacarificação gerando perfis de carboidratos difíceis de filtrar
- Temperatura muito baixa durante a filtração, aumentando a viscosidade
- Concentração excessiva antes da clarificação
- Decantação ou centrifugação inadequada antes da pré-filtração
Verificação no chão de fábrica
Olhe para as etapas anteriores antes de culpar o filtro. O comportamento de filtração geralmente reflete a qualidade da conversão anterior. Um programa enzimático estável deve criar uma corrente de xarope que flui, clarifica e concentra sem sobrecarga desnecessária dos filtros.
3. Baixa doçura ou baixa conversão
Quando o xarope não atinge a doçura ou o perfil de carboidratos pretendido, o problema pode estar na seleção da enzima, no controle da sacarificação ou na acessibilidade do substrato.
O que você pode observar
- Produto com sabor menos doce que a meta
- Xarope final fora das expectativas de perfil de carboidratos
- Necessidade de maior tempo de sacarificação
- Variabilidade entre lotes nos açúcares fermentescíveis
- Redução do rendimento com a mesma entrada de arroz
Prováveis causas-raiz
- Enzima de sacarificação não compatível com o perfil de xarope desejado
- Liquefação produzindo um substrato inadequado para a conversão posterior
- Variação de pH ou temperatura durante a sacarificação
- Enzima adicionada cedo demais, tarde demais ou sob condições ruins de mistura
- Variabilidade do amido de arroz afetando a taxa de conversão
- Processo interrompido antes da estabilização da conversão
Verificação no chão de fábrica
A baixa conversão muitas vezes começa antes da sacarificação. Se a liquefação cria uma distribuição inconsistente de dextrinas, as enzimas posteriores podem ter dificuldade para entregar o perfil-alvo de forma consistente. Avalie a liquefação e a sacarificação como um único sistema de conversão conectado.
4. Turbidez, opacidade ou sedimento no xarope final
A aparência límpida é importante em muitas aplicações de xarope. Turbidez ou sedimento podem levar à rejeição pelo cliente mesmo quando a doçura está aceitável.
O que você pode observar
- Turvação após o armazenamento
- Sedimento fino em tambores ou contêineres
- Xarope que fica límpido quente, mas turva quando frio
- Reclamações de clientes após o transporte
- Filtração de polimento incapaz de manter a claridade
Prováveis causas-raiz
- Componentes insolúveis residuais do arroz
- Degradação incompleta do amido
- Interações de proteínas ou lipídios provenientes da matéria-prima
- Clarificação inadequada antes da evaporação
- Desequilíbrio mineral ou instabilidade de pH
- Estresse térmico excessivo causando instabilidade coloidal
Verificação no chão de fábrica
Teste a claridade após resfriamento e retenção realistas, não apenas imediatamente após a filtração. Alguns defeitos de turbidez aparecem mais tarde. A seleção de enzimas, a remoção de sólidos e as condições de acabamento influenciam a claridade final.
5. Cor escura ou variação de cor
O xarope de arroz deve entregar o perfil de cor que seus clientes esperam. A variação de cor pode vir da matéria-prima, das condições de conversão, da evaporação ou das práticas de retenção.
O que você pode observar
- Xarope mais escuro que a meta
- Cor do lote mudando durante o armazenamento
- Tom âmbar fora da especificação do cliente
- Maior taxa de rejeição ou reclassificação
- Necessidade de mais tratamento com carvão ou polimento
Prováveis causas-raiz
- Exposição excessiva ao calor durante liquefação, sacarificação ou evaporação
- Longo tempo de residência em temperatura elevada
- Condições de pH que favorecem reações de escurecimento
- Variação na qualidade do arroz cru
- Remoção inadequada de impurezas formadoras de cor
- Mistura com retrabalho aumentando o histórico térmico
Verificação no chão de fábrica
Monitore a cor por etapa do processo. Se a cor já estiver variando antes da concentração, concentre-se na conversão e na clarificação. Se a cor se desenvolve durante a evaporação ou a retenção, revise a exposição à temperatura, o tempo de residência e a condição de limpeza das superfícies de transferência de calor.
6. Sabor indesejado ou notas de queimado
Sabor indesejado é comercialmente prejudicial porque pode limitar o uso em bebidas, confeitaria, panificação e formulações clean label.
O que você pode observar
- Notas de queimado, envelhecido, ácido ou cereal intenso
- Inconsistência de sabor entre lotes
- Resultado laboratorial aceitável, mas feedback sensorial ruim do cliente
- Mais reclamações em aplicações sensíveis
Prováveis causas-raiz
- Exposição térmica excessiva durante a concentração
- Armazenamento inadequado da matéria-prima ou uso de arroz envelhecido
- Retenção prolongada devido à filtração lenta ou transferência atrasada
- Pressão microbiana por longo tempo de processo ou falhas de sanitização
- Material de retrabalho afetando a consistência sensorial
- Remoção incompleta de precursores de sabor indesejado
Verificação no chão de fábrica
Defeitos de sabor frequentemente estão ligados ao tempo. Se a filtração, a transferência ou a evaporação ficam mais lentas, o xarope passa mais tempo em condições que podem criar risco sensorial. Melhorar a conversão e a filtração pode reduzir tanto as paradas quanto a exposição que afeta o sabor.
7. Inconsistência entre lotes
A inconsistência é o defeito por trás de muitos outros defeitos. Se cada lote se comporta de forma diferente, os operadores compensam manualmente, e o processo se torna mais difícil de controlar.
O que você pode observar
- Curvas de viscosidade diferentes em receitas semelhantes
- Tempo de filtração variável
- Doçura ou balanço de sólidos instável
- Mudança de cor mesmo com os mesmos setpoints
- Operadores fazendo ajustes frequentes durante o processo
Prováveis causas-raiz
- Variabilidade do arroz cru não refletida nos ajustes de processo
- Sistema enzimático pouco robusto para a variação da planta
- Momento de adição da enzima ou mistura inconsistentes
- Variação na correção de pH entre lotes
- Perfis de aquecimento e retenção não repetíveis
- Limpeza CIP incompleta levando a efeitos de incrustação
Verificação no chão de fábrica
Mapeie cada lote desde a preparação da suspensão até o xarope final. O objetivo não é apenas atender à especificação final. O objetivo é reduzir ciclos de correção, retrabalho e dependência do operador.
8. Rendimento menor que o esperado
A perda de rendimento pode aparecer como conversão inadequada, perda excessiva na torta de filtro, xarope retido em equipamentos ou produto reclassificado.
O que você pode observar
- Mais carboidrato residual em correntes de subproduto
- Maior perda de sólidos durante a filtração
- Retrabalho ou mistura para recuperar lotes limítrofes
- Falhas mais frequentes em especificações de clientes
- Menor volume de xarope comercializável a partir da mesma entrada de arroz
Prováveis causas-raiz
- Liquefação ou sacarificação incompleta
- Separação de sólidos deficiente, carregando xarope valioso para correntes de descarte
- Viscosidade muito alta para transferência e recuperação eficientes
- Diluição excessiva exigindo mais evaporação e energia
- Instabilidade de processo criando risco de reclassificação
Verificação no chão de fábrica
Rendimento não é apenas um número de laboratório. Ele é afetado por viscosidade, comportamento de fluxo, filtrabilidade, recuperação e pelo número de lotes que passam na primeira vez. Um programa enzimático confiável deve apoiar a produção comercializável, não apenas a química da conversão.
Uma sequência prática de solução de problemas
Quando um defeito em xarope de arroz aparece, a Komeva recomenda verificar o processo nesta ordem:
- Matéria-prima — qualidade da farinha de arroz, distribuição de partículas, condição de armazenamento e variação entre lotes.
- Preparação da suspensão — nível de sólidos, hidratação, dispersão e qualidade da mistura.
- Liquefação — adequação da enzima, ponto de adição, perfil térmico, pH e quebra de viscosidade.
- Sacarificação — compatibilidade da enzima, estabilidade do processo, perfil-alvo de carboidratos e disciplina de retenção.
- Clarificação e filtração — temperatura, viscosidade, carga de insolúveis, duração da campanha de filtração e comportamento da torta.
- Evaporação e acabamento — exposição térmica, tempo de residência, formação de cor e manuseio final.
- Armazenamento e expedição — controle microbiano, resfriamento, higiene da embalagem e estabilidade no transporte.
Essa sequência ajuda as equipes a evitar o tratamento de sintomas enquanto deixam passar a verdadeira causa a montante.
Onde a seleção de enzimas é mais importante
O programa enzimático correto para produção de xarope de arroz deve ajudar a planta a alcançar:
- Redução mais rápida da viscosidade durante a liquefação
- Conversão mais estável para o perfil de xarope desejado
- Melhor comportamento de filtração e menos gargalos
- Menos retrabalho causado por lotes fora de especificação
- Cor, claridade e doçura mais consistentes
- Maior repetibilidade do processo diante da variação da matéria-prima
- Suporte prático quando as condições de produção mudam
A Komeva fornece soluções enzimáticas para fábricas de xarope de arroz que precisam de desempenho comercialmente confiável, não apenas nomes de produtos em uma ficha de especificação.
Solicite suporte para seu processo de xarope de arroz
Se sua planta está lidando com alta viscosidade, filtração lenta, baixa conversão, turbidez, variação de cor ou lotes inconsistentes, a Komeva pode ajudar a revisar as prováveis causas de processo e recomendar uma abordagem enzimática adequada.
Solicite uma cotação pelo formulário de contato do site e inclua sua matéria-prima de arroz, perfil-alvo do xarope, principal defeito e gargalo atual do processo. A Komeva responderá com próximos passos práticos para sua equipe de produção.