Défauts courants du sirop de riz et causes probables
La production de sirop de riz est une activité de conversion. De petites variations de qualité de l’amidon, de performance de liquéfaction, de maîtrise de la saccharification, de comportement à la filtration et de conditions de finition peuvent rapidement se traduire par des fluctuations de viscosité, du trouble, un faible rendement, un débit ralenti ou une douceur irrégulière.
Pour les responsables d’usine, la question n’est pas seulement de savoir si un lot respecte les spécifications. L’enjeu principal est de déterminer si le procédé est suffisamment stable pour être répété équipe après équipe, sans excès de retraitement, d’arrêts, de colmatage des filtres ou de réclamations clients.
Komeva intervient comme fournisseur d’enzymes pour la production de sirop de riz, en accompagnant les usines qui ont besoin d’une liquéfaction fiable, d’une conversion maîtrisée, d’un contrôle de la viscosité et d’un support pratique au dépannage.
Ce guide présente les défauts courants du sirop de riz et les causes probables à vérifier en priorité.
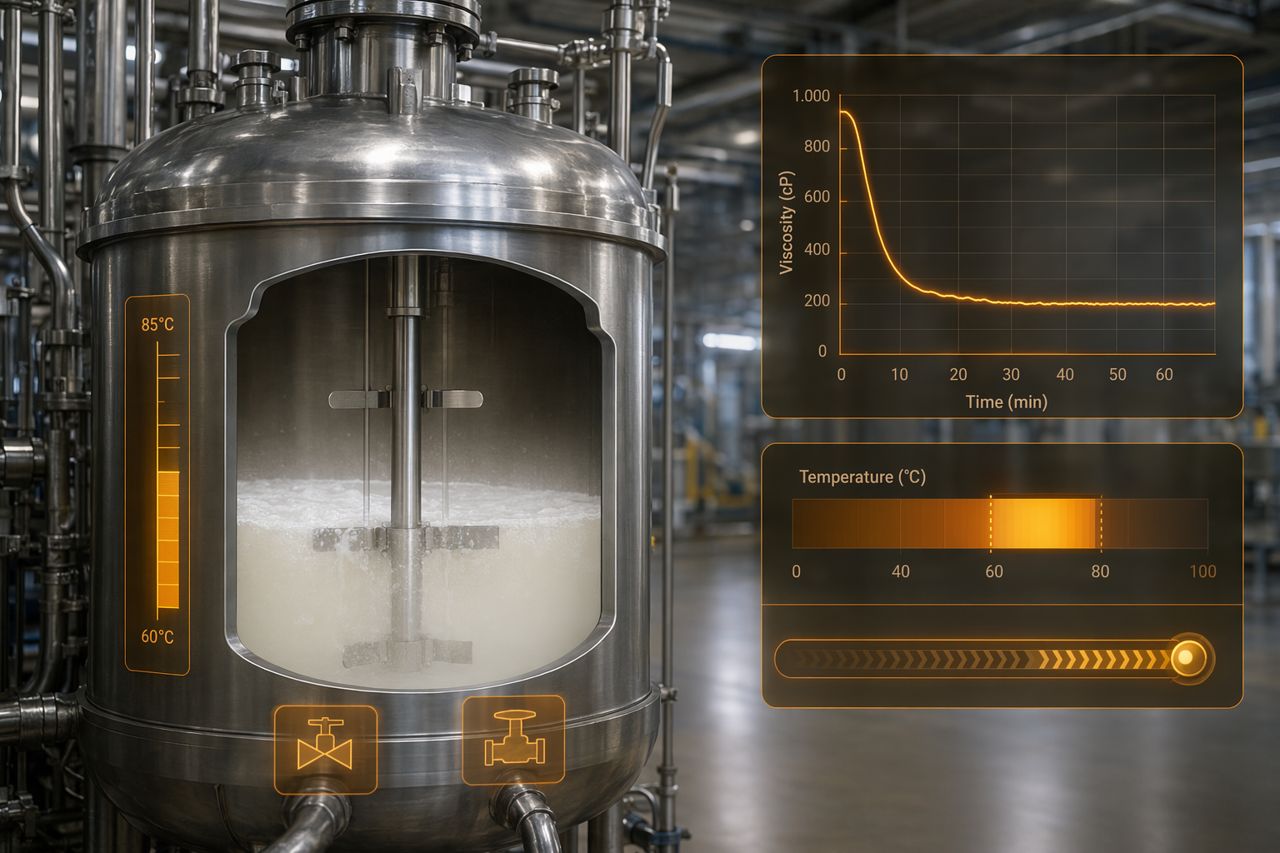
1. Viscosité élevée après liquéfaction
Une viscosité élevée est l’un des signes les plus visibles d’une dégradation de l’amidon qui ne se déroule pas correctement. Elle peut ralentir le pompage, surcharger les échangeurs thermiques, réduire l’efficacité du mélange et compliquer la filtration en aval.
Ce que vous pouvez observer
- Une suspension épaisse qui ne se fluidifie pas comme prévu
- Une mauvaise circulation dans la cuve de liquéfaction
- Une charge de pompe plus élevée ou un débit instable
- Un temps de maintien accru pour atteindre les objectifs de procédé
- Davantage d’entraînement de solides vers la filtration
Causes probables
- Performance insuffisante de l’enzyme de liquéfaction pour la charge d’amidon de riz
- Préparation irrégulière de la suspension ou mauvaise dispersion de l’amidon
- Profil de température s’écartant de la fenêtre opératoire prévue
- pH non aligné avec le système enzymatique
- Temps de contact trop court avant le transfert vers l’étape suivante
- Qualité variable de la farine de riz ou niveau variable d’amidon endommagé
- Gélatinisation incomplète avant l’action enzymatique
Vérification en atelier
Si la viscosité augmente soudainement, n’augmentez pas seulement le temps ou la température. Vérifiez l’ensemble de la séquence : teneur en solides de la suspension, mélange, correction du pH, profil de montée en température, point d’ajout de l’enzyme et temps de maintien. Une enzyme de liquéfaction bien adaptée doit réduire la viscosité suffisamment tôt pour maintenir un procédé prévisible.
2. Filtration lente ou colmatage
Les problèmes de filtration peuvent transformer une conversion techniquement acceptable en goulot d’étranglement de production. Une filtration lente augmente le temps de cycle, l’attention opérateur requise et le risque d’exposition microbienne lors de maintiens prolongés.
Ce que vous pouvez observer
- Une pression de filtration qui augmente plus vite que d’habitude
- Une durée de cycle de filtre plus courte
- Un filtrat trouble ou une recirculation répétée
- Une consommation excessive d’adjuvant de filtration
- Un gâteau collant qui se détache mal
- Une baisse du débit de sirop
Causes probables
- Liquéfaction incomplète de l’amidon laissant des fragments de haut poids moléculaire
- Mauvaise gestion des protéines, fibres ou particules fines issues de la matière première riz
- Conditions de saccharification générant des profils glucidiques difficiles à filtrer
- Température trop basse pendant la filtration, augmentant la viscosité
- Surconcentration avant clarification
- Décantation ou centrifugation préalable insuffisante
Vérification en atelier
Examinez l’amont avant d’incriminer le filtre. Le comportement à la filtration reflète souvent la qualité de la conversion précédente. Un programme enzymatique stable doit produire un flux de sirop qui s’écoule, se clarifie et se concentre sans charge inutile sur les filtres.
3. Faible douceur ou faible conversion
Lorsque le sirop n’atteint pas la douceur ou le profil glucidique visé, le problème peut venir du choix des enzymes, du contrôle de la saccharification ou de l’accessibilité du substrat.
Ce que vous pouvez observer
- Un produit moins sucré que l’objectif
- Un sirop fini qui ne respecte pas les attentes de profil glucidique
- Un temps de saccharification plus long nécessaire
- Une variabilité d’un lot à l’autre des sucres fermentescibles
- Un rendement réduit à partir du même apport de riz
Causes probables
- Enzyme de saccharification non adaptée au profil de sirop recherché
- Liquéfaction produisant un substrat médiocre pour la conversion en aval
- Dérive du pH ou de la température pendant la saccharification
- Enzyme ajoutée trop tôt, trop tard ou dans de mauvaises conditions de mélange
- Variabilité de l’amidon de riz affectant la vitesse de conversion
- Procédé arrêté avant stabilisation de la conversion
Vérification en atelier
Une faible conversion commence souvent avant la saccharification. Si la liquéfaction crée une distribution irrégulière des dextrines, les enzymes en aval peuvent avoir du mal à obtenir régulièrement le profil cible. Examinez la liquéfaction et la saccharification comme un système de conversion intégré.
4. Trouble, turbidité ou sédiments dans le sirop fini
Un aspect clair est essentiel dans de nombreuses applications du sirop. Le trouble ou les sédiments peuvent entraîner un rejet client même lorsque la douceur est acceptable.
Ce que vous pouvez observer
- Une turbidité après stockage
- Des sédiments fins dans les fûts ou conteneurs
- Un sirop clair à chaud mais trouble à froid
- Des réclamations clients après transport
- Une filtration de polissage incapable de maintenir la limpidité
Causes probables
- Composants insolubles résiduels du riz
- Dégradation incomplète de l’amidon
- Interactions entre protéines ou lipides provenant de la matière première
- Clarification insuffisante avant évaporation
- Déséquilibre minéral ou instabilité du pH
- Stress thermique excessif provoquant une instabilité colloïdale
Vérification en atelier
Testez la limpidité après refroidissement et maintien dans des conditions réalistes, et pas seulement immédiatement après filtration. Certains défauts de trouble apparaissent plus tard. Le choix des enzymes, l’élimination des solides et les conditions de finition influencent tous la limpidité finale.
5. Couleur foncée ou dérive de couleur
Le sirop de riz doit présenter le profil de couleur attendu par vos clients. Une dérive de couleur peut provenir de la matière première, des conditions de conversion, de l’évaporation ou des pratiques de maintien.
Ce que vous pouvez observer
- Un sirop plus foncé que la cible
- Une couleur de lot qui évolue pendant le stockage
- Une teinte ambrée dépassant les spécifications client
- Un taux de rejet ou de déclassement plus élevé
- Un besoin accru de traitement au charbon ou de polissage
Causes probables
- Exposition excessive à la chaleur pendant la liquéfaction, la saccharification ou l’évaporation
- Temps de séjour long à température élevée
- Conditions de pH favorisant les réactions de brunissement
- Variation de la qualité du riz brut
- Élimination insuffisante des impuretés génératrices de couleur
- Incorporation de retraitements augmentant l’historique thermique
Vérification en atelier
Suivez la couleur à chaque étape du procédé. Si la couleur dérive déjà avant la concentration, concentrez-vous sur la conversion et la clarification. Si la couleur se développe pendant l’évaporation ou le maintien, examinez l’exposition thermique, le temps de séjour et l’état de propreté des surfaces d’échange thermique.
6. Faux-goût ou notes de brûlé
Les faux-goûts sont commercialement préjudiciables, car ils peuvent limiter l’utilisation du sirop dans les boissons, la confiserie, la boulangerie-pâtisserie et les formulations clean label.
Ce que vous pouvez observer
- Des notes de brûlé, rance, acide ou fortement céréalières
- Une variabilité du goût entre les lots
- Un résultat laboratoire acceptable mais un retour sensoriel client défavorable
- Davantage de réclamations dans les applications sensibles
Causes probables
- Exposition thermique excessive pendant la concentration
- Mauvais stockage de la matière première ou utilisation de riz vieilli
- Maintien prolongé dû à une filtration lente ou à un transfert retardé
- Pression microbienne liée à un temps de procédé long ou à des lacunes d’hygiène
- Matières retraitées affectant la constance sensorielle
- Élimination incomplète des précurseurs de faux-goût
Vérification en atelier
Les défauts de goût sont souvent liés au temps. Si la filtration, le transfert ou l’évaporation ralentit, le sirop reste plus longtemps dans des conditions susceptibles de créer un risque sensoriel. Améliorer la conversion et la filtration peut réduire à la fois les arrêts et l’exposition favorisant les défauts de goût.
7. Variabilité d’un lot à l’autre
La variabilité est le défaut qui se cache derrière de nombreux autres défauts. Si chaque lot se comporte différemment, les opérateurs compensent manuellement et le procédé devient plus difficile à maîtriser.
Ce que vous pouvez observer
- Des courbes de viscosité différentes pour des recettes similaires
- Des temps de filtration variables
- Une douceur ou un équilibre de solides instable
- Une couleur qui évolue même avec les mêmes consignes
- Des ajustements fréquents effectués en cours de route par les opérateurs
Causes probables
- Variabilité du riz brut non prise en compte dans les réglages procédé
- Système enzymatique insuffisamment robuste face aux variations de l’usine
- Moment d’ajout ou mélange des enzymes irrégulier
- Variation de la correction du pH entre les lots
- Profils de montée en température et de maintien non reproductibles
- Nettoyage en place incomplet entraînant des effets d’encrassement
Vérification en atelier
Cartographiez chaque lot depuis la préparation de la suspension jusqu’au sirop fini. L’objectif n’est pas seulement de respecter la spécification finale. Il s’agit de réduire les boucles de correction, les retraitements et la dépendance aux opérateurs.
8. Rendement inférieur aux attentes
La perte de rendement peut se traduire par une conversion insuffisante, des pertes excessives dans le gâteau de filtration, du sirop restant dans les équipements ou un produit déclassé.
Ce que vous pouvez observer
- Davantage de glucides résiduels dans les flux de coproduits
- Des pertes de solides plus élevées pendant la filtration
- Du retraitement ou des mélanges pour récupérer des lots limites
- Des non-conformités plus fréquentes aux spécifications client
- Moins de sirop commercialisable à partir du même apport de riz
Causes probables
- Liquéfaction ou saccharification incomplète
- Mauvaise séparation des solides entraînant du sirop valorisable vers les flux de déchets
- Viscosité trop élevée pour un transfert et une récupération efficaces
- Dilution excessive nécessitant davantage d’évaporation et d’énergie
- Instabilité du procédé augmentant le risque de déclassement
Vérification en atelier
Le rendement n’est pas seulement un chiffre de laboratoire. Il est influencé par la viscosité, le comportement d’écoulement, la filtrabilité, la récupération et le nombre de lots conformes du premier coup. Un programme enzymatique fiable doit soutenir la production commercialisable, et pas seulement la chimie de conversion.
Une séquence pratique de dépannage
Lorsqu’un défaut apparaît dans le sirop de riz, Komeva recommande de vérifier le procédé dans l’ordre suivant :
- Matière première — qualité de la farine de riz, distribution granulométrique, conditions de stockage et variation des lots.
- Préparation de la suspension — teneur en solides, hydratation, dispersion et qualité du mélange.
- Liquéfaction — adéquation de l’enzyme, point d’ajout, profil thermique, pH et rupture de viscosité.
- Saccharification — adéquation de l’enzyme, stabilité du procédé, profil glucidique cible et discipline de maintien.
- Clarification et filtration — température, viscosité, charge insoluble, durée de cycle de filtration et comportement du gâteau.
- Évaporation et finition — exposition thermique, temps de séjour, formation de couleur et manipulation finale.
- Stockage et expédition — maîtrise microbiologique, refroidissement, hygiène du conditionnement et stabilité au transport.
Cette séquence aide les équipes à éviter de traiter les symptômes tout en passant à côté de la véritable cause amont.
Où le choix des enzymes compte le plus
Le bon programme enzymatique pour la production de sirop de riz doit aider l’usine à obtenir :
- Une réduction plus rapide de la viscosité pendant la liquéfaction
- Une conversion plus stable vers le profil de sirop recherché
- Un meilleur comportement à la filtration et moins de goulots d’étranglement
- Une réduction des retraitements causés par les lots hors spécifications
- Une couleur, une limpidité et une douceur plus constantes
- Une meilleure répétabilité du procédé malgré la variation des matières premières
- Un support pratique lorsque les conditions de production évoluent
Komeva fournit des solutions enzymatiques aux usines de sirop de riz qui recherchent une performance commercialement fiable, et pas seulement des noms de produits sur une fiche de spécifications.
Demander un support pour votre procédé de sirop de riz
Si votre usine rencontre une viscosité élevée, une filtration lente, une faible conversion, du trouble, une dérive de couleur ou une variabilité des lots, Komeva peut vous aider à examiner les causes probables du procédé et à recommander une approche enzymatique adaptée.
Demandez un devis via le formulaire de contact du site et indiquez votre matière première de riz, le profil de sirop cible, le défaut principal et le goulot d’étranglement actuel du procédé. Komeva vous répondra avec des prochaines étapes concrètes pour votre équipe de production.