Häufige Fehler bei Reissirup und wahrscheinliche Ursachen
Die Herstellung von Reissirup ist ein Umwandlungsprozess. Schon kleine Veränderungen bei Stärkequalität, Verflüssigungsleistung, Verzuckerungskontrolle, Filtrationsverhalten und Endbehandlung können sich schnell in Viskositätsschwankungen, Trübung, geringer Ausbeute, langsamem Durchsatz oder uneinheitlicher Süße zeigen.
Für Betriebsleiter geht es nicht nur darum, ob eine Charge die Spezifikation erfüllt. Die wichtigere Frage ist, ob der Prozess stabil genug ist, um Schicht für Schicht wiederholbar zu laufen – ohne übermäßige Nacharbeit, Stillstand, Filterbelastung oder Kundenreklamationen.
Komeva arbeitet als Enzymlieferant für die Reissirup-Produktion und unterstützt Betriebe, die zuverlässige Verflüssigung, Umwandlung, Viskositätskontrolle und praxisnahe Unterstützung bei der Fehlersuche benötigen.
Dieser Leitfaden beschreibt häufige Fehler bei Reissirup und die wahrscheinlichsten Ursachen, die zuerst geprüft werden sollten.
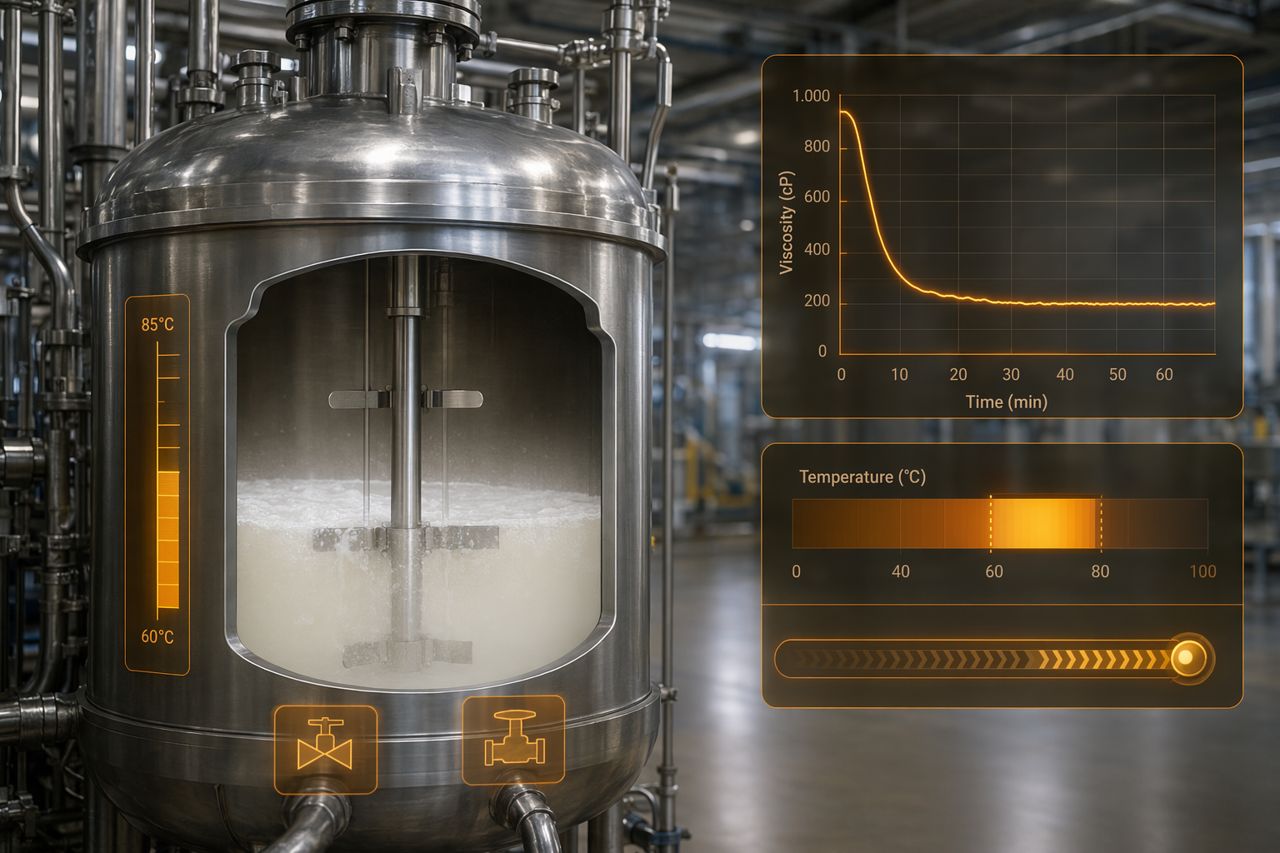
1. Hohe Viskosität nach der Verflüssigung
Eine hohe Viskosität ist eines der deutlichsten Anzeichen dafür, dass der Stärkeabbau nicht sauber verläuft. Sie kann das Pumpen verlangsamen, Wärmetauscher überlasten, die Mischeffizienz reduzieren und die nachgeschaltete Filtration erschweren.
Was Sie möglicherweise beobachten
- Dicke Suspension, die sich nicht wie erwartet verflüssigt
- Schlechte Zirkulation im Verflüssigungsbehälter
- Höhere Pumpenlast oder instabiler Durchfluss
- Verlängerte Haltezeit, um Prozessziele zu erreichen
- Mehr Feststoffverschleppung in die Filtration
Wahrscheinliche Ursachen
- Unzureichende Leistung des Verflüssigungsenzyms für die eingesetzte Reisstärkemenge
- Ungleichmäßige Ansatzherstellung oder schlechte Stärkedispersion
- Temperaturprofil außerhalb des vorgesehenen Betriebsfensters
- pH-Wert nicht auf das Enzymsystem abgestimmt
- Zu kurze Kontaktzeit vor der Übergabe an den nächsten Prozessschritt
- Schwankende Reismehlqualität oder variierender Anteil beschädigter Stärke
- Unvollständige Verkleisterung vor der Enzymwirkung
Prüfung in der Produktion
Wenn die Viskosität plötzlich steigt, erhöhen Sie nicht nur Zeit oder Temperatur. Prüfen Sie die gesamte Abfolge: Feststoffgehalt der Suspension, Mischen, pH-Korrektur, Aufheizprofil, Dosierpunkt des Enzyms und Haltezeit. Ein gut abgestimmtes Verflüssigungsenzym sollte die Viskosität früh genug senken, damit der Prozess planbar weiterläuft.
2. Langsame oder verblockende Filtration
Filtrationsprobleme können eine technisch akzeptable Umwandlung zu einem Produktionsengpass machen. Langsame Filtration erhöht Zykluszeit, Bedienaufwand und das Risiko mikrobieller Belastung bei längeren Haltezeiten.
Was Sie möglicherweise beobachten
- Filterdruck steigt schneller als üblich
- Kürzere Filterlaufzeit
- Trübes Filtrat oder wiederholte Rezirkulation
- Erhöhter Verbrauch an Filterhilfsmitteln
- Klebriger Filterkuchen mit schlechter Ablösung
- Reduzierter Sirupdurchsatz
Wahrscheinliche Ursachen
- Unvollständige Stärkeverflüssigung mit verbleibenden hochmolekularen Fragmenten
- Unzureichendes Management von Protein, Fasern oder Feinanteilen aus dem Reisrohstoff
- Verzuckerungsbedingungen, die schwer filtrierbare Kohlenhydratprofile erzeugen
- Zu niedrige Temperatur während der Filtration, wodurch die Viskosität steigt
- Zu starke Konzentration vor der Klärung
- Unzureichende Vorabscheidung durch Sedimentation oder Zentrifugation
Prüfung in der Produktion
Suchen Sie die Ursache upstream, bevor Sie den Filter verantwortlich machen. Das Filtrationsverhalten spiegelt häufig die Qualität der vorherigen Umwandlung wider. Ein stabiles Enzymprogramm sollte einen Sirupstrom erzeugen, der ohne unnötige Filterbelastung fließt, sich klären lässt und konzentriert werden kann.
3. Geringe Süße oder niedrige Umwandlung
Wenn der Sirup die gewünschte Süße oder das Ziel-Kohlenhydratprofil nicht erreicht, kann die Ursache in der Enzymauswahl, der Verzuckerungskontrolle oder der Substratverfügbarkeit liegen.
Was Sie möglicherweise beobachten
- Produkt schmeckt weniger süß als vorgesehen
- Fertigsirup erfüllt die Erwartungen an das Kohlenhydratprofil nicht
- Längere Verzuckerungszeit erforderlich
- Chargenschwankungen bei vergärbaren Zuckern
- Geringere Ausbeute bei gleichem Reiseinsatz
Wahrscheinliche Ursachen
- Verzuckerungsenzym passt nicht zum gewünschten Sirupprofil
- Verflüssigung erzeugt ein ungünstiges Substrat für die nachgeschaltete Umwandlung
- pH- oder Temperaturabweichungen während der Verzuckerung
- Enzym wird zu früh, zu spät oder bei unzureichender Durchmischung dosiert
- Schwankungen der Reisstärke beeinflussen die Umwandlungsgeschwindigkeit
- Prozess wird gestoppt, bevor sich die Umwandlung stabilisiert hat
Prüfung in der Produktion
Eine niedrige Umwandlung beginnt häufig bereits vor der Verzuckerung. Wenn die Verflüssigung eine uneinheitliche Dextrinverteilung erzeugt, können nachgeschaltete Enzyme Schwierigkeiten haben, das Zielprofil konstant zu erreichen. Betrachten Sie Verflüssigung und Verzuckerung als ein zusammenhängendes Umwandlungssystem.
4. Trübung, Opaleszenz oder Sediment im Fertigsirup
Ein klares Erscheinungsbild ist in vielen Sirupanwendungen wichtig. Trübung oder Sediment können zu Kundenablehnung führen, selbst wenn die Süße akzeptabel ist.
Was Sie möglicherweise beobachten
- Trübung nach der Lagerung
- Feines Sediment in Fässern oder IBCs
- Sirup, der heiß klar ist, aber kalt eintrübt
- Kundenreklamationen nach dem Transport
- Polierfiltration kann die Klarheit nicht stabil halten
Wahrscheinliche Ursachen
- Verbleibende unlösliche Reisbestandteile
- Unvollständiger Stärkeabbau
- Protein- oder Lipidwechselwirkungen aus dem Rohmaterial
- Unzureichende Klärung vor der Eindampfung
- Mineralstoffungleichgewicht oder pH-Instabilität
- Übermäßige thermische Belastung mit kolloidaler Instabilität
Prüfung in der Produktion
Prüfen Sie die Klarheit nach realistischen Kühl- und Haltebedingungen, nicht nur unmittelbar nach der Filtration. Manche Trübungsfehler treten erst später auf. Enzymauswahl, Feststoffabtrennung und Endbehandlungsbedingungen beeinflussen alle die endgültige Klarheit.
5. Dunkle Farbe oder Farbabweichung
Reissirup sollte das Farbprofil liefern, das Ihre Kunden erwarten. Farbabweichungen können aus Rohmaterial, Umwandlungsbedingungen, Eindampfung oder Haltepraxis entstehen.
Was Sie möglicherweise beobachten
- Sirup ist dunkler als der Zielwert
- Chargenfarbe verändert sich während der Lagerung
- Bernsteinton liegt außerhalb der Kundenspezifikation
- Höhere Ausschuss- oder Herabstufungsrate
- Mehr Aktivkohle- oder Polierbehandlung erforderlich
Wahrscheinliche Ursachen
- Übermäßige Wärmeeinwirkung während Verflüssigung, Verzuckerung oder Eindampfung
- Lange Verweilzeit bei erhöhter Temperatur
- pH-Bedingungen, die Bräunungsreaktionen fördern
- Schwankungen der Rohreisqualität
- Unzureichende Entfernung farbbildender Verunreinigungen
- Einmischung von Nacharbeitsware erhöht die thermische Vorgeschichte
Prüfung in der Produktion
Verfolgen Sie die Farbe nach Prozessstufen. Wenn die Farbe bereits vor der Konzentration abweicht, konzentrieren Sie sich auf Umwandlung und Klärung. Wenn die Farbe während Eindampfung oder Haltezeit entsteht, prüfen Sie Temperatureinwirkung, Verweilzeit und den Reinigungszustand der Wärmeübertragungsflächen.
6. Fehlgeschmack oder verbrannte Noten
Fehlgeschmack ist wirtschaftlich kritisch, weil er die Verwendung in Getränken, Süßwaren, Backwaren und Clean-Label-Formulierungen einschränken kann.
Was Sie möglicherweise beobachten
- Verbrannte, abgestandene, saure oder stark getreidige Noten
- Geschmacksunterschiede zwischen Chargen
- Akzeptables Laborergebnis, aber schlechte sensorische Rückmeldung vom Kunden
- Mehr Reklamationen aus sensiblen Anwendungen
Wahrscheinliche Ursachen
- Übermäßige thermische Belastung während der Konzentration
- Schlechte Rohstofflagerung oder gealterter Reiseinsatz
- Verlängerte Haltezeiten durch langsame Filtration oder verzögerten Transfer
- Mikrobieller Druck durch lange Prozesszeiten oder Hygienelücken
- Nacharbeitsmaterial beeinträchtigt die sensorische Konstanz
- Unvollständige Entfernung von Vorläufern für Fehlgeschmack
Prüfung in der Produktion
Geschmacksfehler hängen häufig mit Zeit zusammen. Wenn Filtration, Transfer oder Eindampfung langsamer werden, verbringt der Sirup länger unter Bedingungen, die ein sensorisches Risiko erzeugen können. Verbesserte Umwandlung und Filtration können sowohl Stillstand als auch Aromabelastung reduzieren.
7. Chargenschwankungen
Uneinheitlichkeit ist der Fehler, der hinter vielen anderen Fehlern steht. Wenn sich jede Charge anders verhält, müssen Bediener manuell ausgleichen, und der Prozess wird schwieriger zu steuern.
Was Sie möglicherweise beobachten
- Unterschiedliche Viskositätskurven bei ähnlichen Rezepturen
- Schwankende Filtrationszeiten
- Instabile Süße oder Feststoffbilanz
- Farbverschiebungen trotz gleicher Sollwerte
- Bediener nehmen häufig kurzfristige Anpassungen vor
Wahrscheinliche Ursachen
- Rohreisschwankungen werden in den Prozesseinstellungen nicht berücksichtigt
- Enzymsystem ist nicht robust genug für betriebliche Schwankungen
- Uneinheitlicher Zeitpunkt der Enzymdosierung oder unzureichende Durchmischung
- Schwankende pH-Korrektur zwischen Chargen
- Aufheiz- und Halteprofile sind nicht wiederholbar
- Unvollständige CIP-Reinigung führt zu Fouling-Effekten
Prüfung in der Produktion
Erfassen Sie jede Charge vom Ansatz der Suspension bis zum Fertigsirup. Ziel ist nicht nur das Erreichen der Endprodukt-Spezifikation. Ziel ist es, Korrekturschleifen, Nacharbeit und Bedienerabhängigkeit zu reduzieren.
8. Niedrigere Ausbeute als erwartet
Ausbeuteverluste können sich als schlechte Umwandlung, übermäßiger Verlust im Filterkuchen, in Anlagen verbleibender Sirup oder herabgestuftes Produkt zeigen.
Was Sie möglicherweise beobachten
- Mehr Restkohlenhydrate in Nebenproduktströmen
- Höhere Feststoffverluste während der Filtration
- Nacharbeit oder Verschneiden zur Rettung grenzwertiger Chargen
- Häufigere Abweichungen von Kundenspezifikationen
- Weniger verkaufsfähiger Sirup aus derselben Reismenge
Wahrscheinliche Ursachen
- Unvollständige Verflüssigung oder Verzuckerung
- Schlechte Feststoffabtrennung, wodurch wertvoller Sirup in Abfallströme gelangt
- Zu hohe Viskosität für effizienten Transfer und Rückgewinnung
- Übermäßige Verdünnung mit höherem Eindampf- und Energiebedarf
- Prozessinstabilität erhöht das Risiko von Herabstufungen
Prüfung in der Produktion
Ausbeute ist nicht nur eine Laborzahl. Sie wird beeinflusst durch Viskosität, Fließverhalten, Filtrierbarkeit, Rückgewinnung und die Anzahl der Chargen, die beim ersten Mal bestehen. Ein zuverlässiges Enzymprogramm sollte die verkaufsfähige Produktion unterstützen, nicht nur die Umwandlungschemie.
Eine praktische Reihenfolge zur Fehlersuche
Wenn ein Fehler bei Reissirup auftritt, empfiehlt Komeva, den Prozess in dieser Reihenfolge zu prüfen:
- Rohmaterial — Reismehlqualität, Partikelverteilung, Lagerbedingungen und Chargenschwankungen.
- Ansatzherstellung — Feststoffgehalt, Hydratation, Dispersion und Mischqualität.
- Verflüssigung — Enzympassung, Dosierpunkt, Wärmeprofil, pH-Wert und Viskositätsabbau.
- Verzuckerung — Enzymabstimmung, Prozessstabilität, Ziel-Kohlenhydratprofil und konsequente Halteführung.
- Klärung und Filtration — Temperatur, Viskosität, unlösliche Belastung, Filterlaufzeit und Filterkuchenverhalten.
- Eindampfung und Endbehandlung — thermische Belastung, Verweilzeit, Farbbildung und finales Handling.
- Lagerung und Versand — mikrobielle Kontrolle, Kühlung, Verpackungshygiene und Transportstabilität.
Diese Reihenfolge hilft Teams, nicht nur Symptome zu behandeln und dabei die eigentliche Ursache upstream zu übersehen.
Wo die Enzymauswahl am wichtigsten ist
Das richtige Enzymprogramm für die Reissirup-Produktion sollte den Betrieb dabei unterstützen, Folgendes zu erreichen:
- Schnellere Viskositätsreduzierung während der Verflüssigung
- Stabilere Umwandlung in das gewünschte Sirupprofil
- Besseres Filtrationsverhalten und weniger Engpässe
- Weniger Nacharbeit durch Chargen außerhalb der Spezifikation
- Konstantere Farbe, Klarheit und Süße
- Verbesserte Prozesswiederholbarkeit trotz Rohstoffschwankungen
- Praxisnahe Unterstützung, wenn sich Produktionsbedingungen ändern
Komeva liefert Enzymlösungen für Reissirup-Betriebe, die kommerziell zuverlässige Leistung benötigen – nicht nur Produktnamen auf einem Spezifikationsblatt.
Unterstützung für Ihren Reissirup-Prozess anfordern
Wenn Ihr Betrieb mit hoher Viskosität, langsamer Filtration, niedriger Umwandlung, Trübung, Farbabweichungen oder uneinheitlichen Chargen zu tun hat, kann Komeva helfen, die wahrscheinlichen Prozessursachen zu prüfen und einen geeigneten Enzymansatz zu empfehlen.
Fordern Sie ein Angebot über das Kontaktformular auf der Website an und geben Sie Ihren Reisrohstoff, das Ziel-Sirupprofil, den wichtigsten Fehler und den aktuellen Prozessengpass an. Komeva antwortet mit praxisnahen nächsten Schritten für Ihr Produktionsteam.